| Воскресенье 22.06.2025 20:53 |
Приветствую Вас Гость Главная | Регистрация | Вход | RSS |
|||||||||||||||||||||||||||||||
|
Клуб Любителей Активного Отдыха при поддержке X-Creators.ru |
|||||||||||||||||||||||||||||||
| Главная » Статьи » Буер |
Буер-Мутант (BoomerMootantus)
Буер — лёгкая лодка или плавучая платформа, но в нашем случае - это платформа для передвижения по земле или снегу. Конструкция буера состояит из несущей рамы и мачты. Для создания макета буера использовался материал - картон (коробка из под ксероксной бумаги) Сварочная проволока BRIMA ER 5356 (аналог СВ АМг5) предназначена для сварки алюминия и его сплавов.
Проволока для сварки профилей и металлоконструкций из сплавов AlMg3, AlMg4, AlMg5, AlMg6. Способы сварки Для сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG (AC)-сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но сварной шов получается более качественным, гарантируется отсутствие пор. Основные рекомендации по сварке и свойства алюминия Прежде, чем приступить к сварке алюминия , сварщик должен знать особенности материала и технологию сварки . Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/см K). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали. То, что алюминий лучше проводит тепло, делает нежелательным увеличение скорости сварки - уменьшается глубина провара. Для кристаллизации сварочной ванны требуется меньше времени, поэтому происходит неполное газовыделение, что может привести к образованию пор в сварном шве. Чтобы избежать этого, необходимо устанавливать большее значение силы сварочного тока, чем при сварке стали; предварительно нагреть свариваемые детали, и использовать инертный защитный газ, желательно гелий. В начале сварки возможно уменьшение прочности сварного шва из-за отсутствия полного провара по причине недостаточного прогрева кромок свариваемых деталей. Выходом из этого положения может быть использование функции 4-тактного сварочного цикла . В первом такте сварки подается импульс тока, по значению и концентрации энергии больше чем сварочный, который позволяет ускорить нагрев кромок свариваемых деталей (см. также Специальные рекомендации по MIG-сварке). Материалы и сварочная проволока Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой проволоки, общим требованием является ее своевременное использование. Хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Место будущего сварного шва, должно быть тщательно очищено от жировых, масляных и других загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3). Этот оксидный слой разрушается посредством катодного распыления при сварке на постоянном токе обратной полярности или сварке на переменном токе . Конструкция паруса 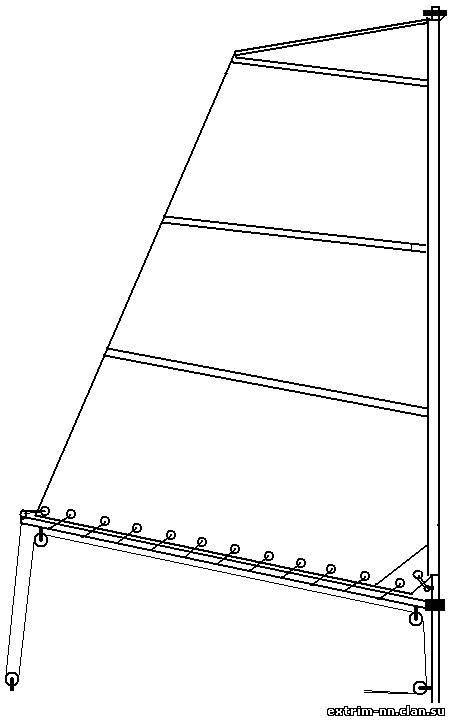  Лыже-Корыто - МЕГА-Проект Кайтовой повозки
Данный проект представляет собой детские сани типа - "корыто" с приспособлением для его управления. К так называемому "Корыту прикреплена основа поворотного механизма. Управление осуществляется ногами. copyright www.windteam52.narod.ru by Albion | |
| Категория: Буер | Добавил: botzman (22.05.2009) | |
| Просмотров: 2072 | Комментарии: 3 | Рейтинг: 5.0/1 | |



| Всего комментариев: 2 | |
|
| |
| Extrim-NN © 2025 При поддержке:www.x-creators.ru |  |